




Wärmebehandlung ist eine Folge von Arbeitsgängen, bei denen ein festes Eisenprodukt ganz oder teilweise Wärmezyklen unterzogen wird, um eine Veränderung seiner metallographischen Struktur und eine damit einhergehende Veränderung der mechanischen Eigenschaften zu erreichen.
Es wird zwischen verschiedenen Wärmebehandlungen bzw. Wärmebehandlungsabschnitten wie zum Beispiel Austenitisieren, Abschrecken, Anlassen und Glühen unterschieden. Um gute mechanische und metallographischen Eigenschaften eines behandelten Materials zu gewährleisten, müssen Temperatur und Zeit richtig gewählt und eingestellt werden.
Die herkömmliche / konventionelle Wärmebehandlung wird mit Gasöfen durchgeführt, jedoch ist diese Methode in Bezug auf die endgültige metallographische Struktur begrenzt. Es ist hier nur schwer möglich eine sehr homogene gleichmäßige Kornbildung zu generieren. Auch spielt hierbei die sogenannte Aufkohlung eine Rolle, bei welcher die Oberfläche des Stahls reicher an Kohlenstoff ist als im Rest des Stabstahls.
Homogenität im Gefüge sowie konstante mechanische Werte über den kompletten Querschitt des Stabstahls sind insbesondere bei hochbeanspruchten Teilen, wie man sie in der Automobilindustrie, der Luft- und Raumfahrt, dem Maschinenbau sowie dem Hoch- und Tiefbau wieder findet von besonderer Bedeutung.
Aus diesem Grund war La GTM France eines der ersten Unternehmen weltweit, welches neben der konventionellen Wärmebehandlung auch über eine Einzelstabvergütungsanlge (auch bekannt als: Induktionsvergütunganlage, Induktionshärten) verfügte.
Auch wenn viele Stahlwerke mittlerweile nachgerüstet haben, bleibt La GTM France Vorreiter. So bleibt einigen Stahlwerken bei manchen Produkten nur die La GTM France als Lösung.
La GTM France bietet eine breite Palette von Dienstleistungen im Bereich der Induktionswärmebehandlung an. Die Anlagen sind in der Lage, eine breite Palette von Bauteilen unterschiedlicher Größe (von Ø 10 mm bis zu Ø 250/354 mm für Rohre/Stangen) nach strengsten Normen mit zuverlässigen und reproduzierbaren Ergebnissen zu bearbeiten.

Einzelstabvergütung (ESV) beim Austenitisieren

Haubenofen / Gasofen nach dem Anlassen
Positive Eigenschaften der Einzelstabvergütung (ESV):
- Kurze Wärmebehandlungsdauer – hohe Produktivität
- Sehr homogene metallographische Struktur
- Keine bzw. nur sehr geringe Aufkohlung
- Produktverformungen werden reduzieren (Rohre/Stangen) / das Richten entfällt
- Gewährleistung der Flexibilität bei der Einstellung von Parametern während der Verarbeitung / nachjustieren möglich
Auf der anderen Seite steht die konventionelle Wärmebehandlung (Gasofen) immer wieder vor den gleichen Herausforderungen:
- Heterogenität der Struktur
- Eine lange Betriebszeit
- Geringere Kosten
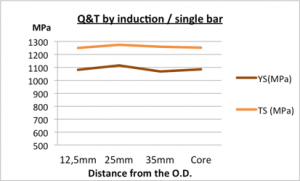
Schaubild ESV Stabstahl Verlauf der Zugfestigkeit und der Streckgrenze über den Querschnitt
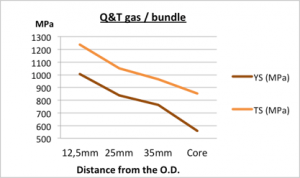
Schaubild Gas-Vergütung Stabstahl Verlauf der Zugfestigkeit und der Streckgrenze über den Querschnitt
Die oben geschauten Schaubilder vergleichen die mechanischen Kennwerte (Zugfestigkeit und Steckgrenze) eines Stahls der identischen Güte und Charge. Ein Teil der Charge wurde induktiv vergütet, während ein zweiter Teil konventionell in unseren Gasöfen behandelt wurde.
Beide Erzielen an der Außenseite des Stabstahls die gleichen mechanischen Parameter. Während die mechanischen Werte bei der konventionellen Vergütung mit dem Gasofen zum Kern hin abnehmen, bleiben diese bei der induktiven Vergütung weitgehend konstant.
Beide Wärmebehandlungs- bzw. Vergütungsmethoden haben ihre Berechtigung und es hängt maßgeblich von dem Endprodukt ab, ob eine konventionelle Wärmebehandlung ausreichend ist oder die ESV verwendet werden sollte.

Stabstahl

Rohre